Preserving an Asset: There’s More to Coatings than Aesthetics

Mechanical insulation is proven to reduce energy consumption, lower energy and operating costs, and protect facility equipment and personnel, but these benefits can be vastly reduced if the insulation system is not properly designed, installed, and maintained. And without proper protection, threats to system integrity like corrosion under insulation (CUI) can take root, leading to costs from operational down time, materials and labor to repair or replace systems, lost product, and environmental damage. Appropriate specification and use of coatings under insulation can help prevent or mitigate CUI and other risks to a system. Facility owners and specifiers are asking questions about how coatings can help end users achieve performance and longevity goals for assets, as more people learn that coatings offer more than just aesthetics.
Threats and Challenges of Corrosion under Insulation
NACE International (formerly National Association of Corrosion Engineers or NACE) and The Society for Protective Coatings (SSPC) have combined to form a new association to serve the global corrosion and coatings industry: the Association for Materials
Protection and Performance (AMPP). NACE and SSPC are considered the leading industry resources for the coating industry and in this article, for consistency, the resources are still referred to by their NACE and SSPC names. NACE defines CUI as:
“… a severe form of localized, external corrosion that most commonly occurs on insulated carbon and low alloy steel and stainless steel equipment that operate at high temperatures at or below 175°F.”1
Whether from a leak or condensation on a pipe, tank, or other vessel, the presence of moisture on insulated metal breeds corrosion. Undiscovered or left untreated, CUI wears away the metal, compromising the integrity of the equipment and system. Over time, this can escalate from a weak spot in the metal to a small leak—creating a hazard for facility personnel at minimum and threatening efficiency, productivity, and product loss—and all the way to a complete breach.
One of the challenges with CUI is that it can remain hidden, causing damage before anyone knows it is there. It often is not where people expect it, occurring in places that are difficult to reach or inspect—e.g., at elbows, isolated parts of a system, or the bottom of a tank. Even when inspecting for CUI is part of a facility’s regular maintenance plan, it can be missed. Maintenance personnel can check pipes every 8 feet down a run, for example, but if the corrosion is 3 feet from the last place they checked, they can miss it. It is expensive to remove insulation and look for problems, and removal can come with its own risks. Even newer, less-invasive testing technologies still can miss hidden problems (see “Maintenance and Inspection” section).
Some areas and applications are more susceptible to CUI damage, especially when there is a significant difference between ambient and process temperatures. Additionally, as noted by Roger Schmidt in this magazine in an article on corrosion prevention:
“It is much more likely to occur on industrial outdoor systems that operate between the 140°F to 250°F range for stainless steel, or 32°F to 250°F for carbon steel. Pipes or tanks that repeatedly cycle from hot to cold are particularly prone to corrosion.”2
While these are good places to start in terms of prevention and inspection, CUI can still occur at any time and anywhere. It is much more efficient, cost-effective, and safer to prevent CUI in the first place than to mitigate its effects once problems have developed. Protective coatings can be a useful weapon in that strategy.
Choosing the Correct Coating
The first step is educating decision makers on the value of using coatings. Some think of coating as paint, providing a pleasant appearance but little more, particularly given that aesthetics are unimportant under the insulation. This is a potentially costly misunderstanding. While color itself is useful, communicating to workers the contents and temperature of a pipe (e.g., safety orange, yellow, and blue) why settle for that one use when a coating can achieve so much more? People need to understand how the right coating can help protect critical assets.
This is another area where the sooner our industry is consulted, the better. Proactive coordination among manufacturers, contractors, and the owners and specifiers, planning for performance and longevity, is the most cost-effective and efficient approach. This allows the proper coating to be incorporated into the insulation system design and included in the specifications. Finding out after the fact that the wrong product was specified, after the project has begun, costs the customer time and money. Fortunately, with increased awareness and education, the trend is moving in the right direction: Discussion of coatings at the design stage, recognizing it as an asset protector, is happening far more often now than it did, say, 15 years ago.
Like insulation itself, coatings add to the up-front cost of a project but offer tremendous return on investment. And as NIA’s Insulation Calculators and NAIMA’s 3E Plus® software can help users calculate the appropriate insulation thickness for a given application and offer decision makers estimations of payback and return on investment, NACE guidelines can help estimate the economic benefits to be realized from using the right coating on a given project.3 Considerations include details of the surface to be coated (age and thickness of the metal), of the coating itself (level of surface preparation, type, dry film thickness), and the service environment (corresponding to ISO 12944-2, Classification of Environments), as well as economic conditions.
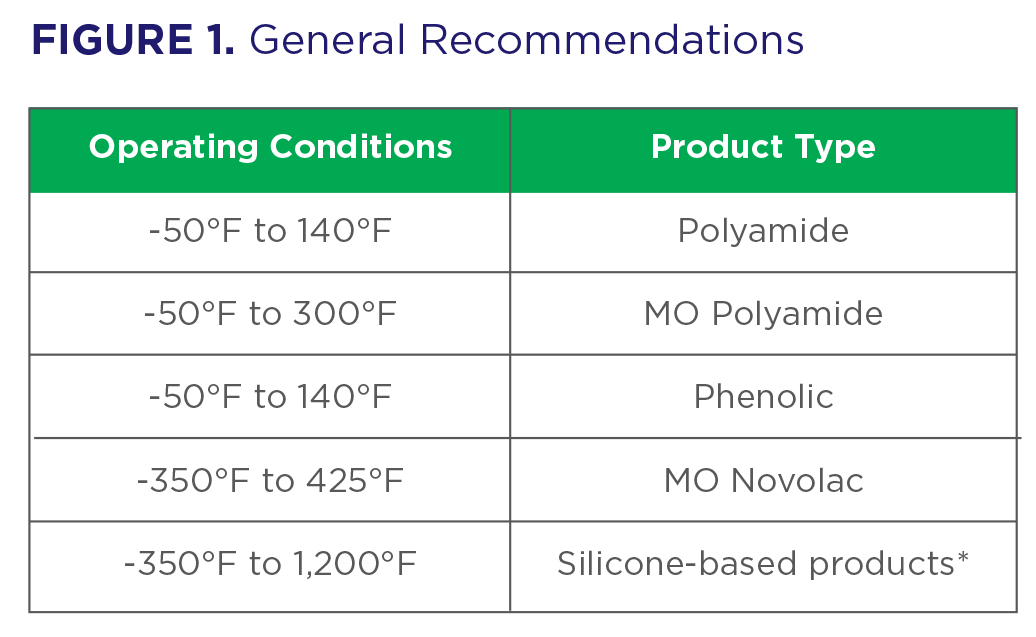
Figure 1 lists general recommendations for coating types, based on my company’s experience. While they may or may not correspond to those followed across the industry, they offer a broad view of what types of products are useful in different operating conditions.
The asterisk (*) next to silicone-based products is to draw attention to the fact that they come with their own considerations. They tend to be soft and often will not harden until exposed to the operating temperatures of the pipe in the field. This can present challenges when the product is applied in a shop setting, where conditions will not reach the high temperature needed for it to harden (typically several hundred degrees). As the coated pipe moves to the field, it can be damaged and some of the coating removed prior to or during installation. It is important that customers and field installers consult the manufacturer’s data sheets and understand how to work with the technology.
Other considerations in selection of a coating include:
- Weight—Make sure the coating is not too heavy for the application. This is more often a consideration for structural steel, but it can come into play for piping or tanks.
- Applicability—Not all products are designed to be used under insulation. Manufacturers specify whether a product is to be used under insulation.
Typical preparation involves blasting the metal in the shop to remove the mil scale so the coating will stick to the surface, then applying at least two layers of coating. Once it dries, insulation is applied on top of the coating, whether it be fiber glass, foam glass, calcium silicate, etc. Metal jacketing is then applied over the insulation as specified, using banding or another approach to hold it together. Sometimes a vapor barrier will be applied as well, depending on the specifications.
Maintenance and Inspection
The industry follows three American Petroleum Institute (API) standards for maintenance and inspection guidance:
- API 653 – Tank Inspection, Repair, Alteration, and Reconstruction
- API 510 – Pressure Vessel Inspection Code:
In-service Inspection, Rating, Repair, and Alteration - API 570 – Piping Inspection Code

Inspection periods typically range from annually to every 3 to 5 years, depending on the equipment type, as specified in the respective standard: Tanks are inspected every 5 years, vessels every 3 years, and pipes at least annually. These time frames should be considered baselines, as more frequent inspection may be appropriate for a given situation, depending on the application and environment. For example, it may be more expensive to inspect the chime of a tank (the area where the side wall meets the bottom) annually rather than every 5 years, but if the tank is holding 100,000 gallons of product and is located outdoors, regularly exposed to mist from the ocean, it may be a worthwhile investment—particularly given the vulnerability of the area and the risks and possible consequences resulting from corrosion, up to complete structural failure of the tank. Similarly, pipes subjected to repeated expansion and contractions from cyclical changes in temperature should be inspected regularly for damage and leaks; as well as any equipment/piping where condensation occurs.
The most common method of inspection involves either pulling insulation away from the pipe/equipment or viewing and running thickness tests on the metal through an inspection port or plug in the insulation. The challenge is that you don’t know what you don’t know—if there are inspection plugs in the insulation in a tank every 20 feet, the piece you test could be fine, but there could be a leak developing corrosion just 4 feet away. The only way to get around missing that would be to remove the insulation completely and check the whole system, which is a terribly expensive undertaking. Designing a system with as many protective elements in place to prevent CUI as possible, including the proper coating, is like an insurance policy guarding against challenges in areas that are inspected less frequently.
While obvious corrosion can be seen with the naked eye, ideally owners get an assessment of their system’s health before problems get to that stage. This is why conducting tests of the metal is so important. If a pipe thickness is supposed to be 1/8th of an inch and the reading comes in at 1/16th of an inch, corrosion has occurred, whether you can see it or not. If there is corrosion, an engineer needs to determine if the system needs to be drained and the affected section removed and replaced, which includes recoating, reinsulating, and replacing the metal jacketing. As a worst-case illustration, I have witnessed a situation where corrosion weakened a tank to the point that the side blew open, spilling the customer’s product everywhere—a nightmare scenario all around. In addition to the cleanup and personnel safety and environmental hazards associated with the spill, there was the cost of lost product, lost productivity as the asset was down, and additional labor and materials to replace the equipment (which are not only higher when required in an overtime/emergency situation but also is more financially draining than a project for which you planned and budgeted). After experiencing the costly effects of corrosion, most owners can appreciate the benefits of incorporating preventative coatings and more frequent inspections, despite the up-front costs.

Customers are always looking for easier, less expensive ways to find CUI. In an effort to avoid large-scale insulation removal, non-destructive inspections using different technologies are being used to assess metal thickness and condition. Approaches include use of thermal cameras, ultrasound, x-ray, electromagnetic testing, and more. For most facilities and applications, these technologies are better used as enhancements to consistent, regular visual inspection than as a replacement.
Prolong the Life of Your Assets
Coatings provide an extra layer of protection for an owner’s asset. So often people focus solely on the aesthetics, failing to take into consideration how a coating system adds longevity to an asset. Who is responsible for educating decision makers about coatings? Everyone in the insulation system design, installation, inspection, and maintenance process! Manufacturers and contractors need to educate owners and designers; specification writers need to include it and explain its value to owners; and owners need to become educated to understand why it is valuable, and why getting the most appropriate coating applied at the start of a project is critical. People are taking coatings more seriously now than in the past, but there is still room for improvement.
Pipes, tanks, and other equipment are expensive and essential parts of a customer’s business. Whatever can be done proactively to protect these critical assets makes sense.

REFERENCES:
1. www.nace.org/education/courses-by-program/general-coatings/corrosion-under-insulation
2. Roger Schmidt, “Corrosion Prevention: What You Need to Know,” Insulation Outlook, November 2018.
(www.insulation.org/io/articles/corrosion-prevention-what-you-need-to-know/#)
3. For more details, see Jason L. Helsel, P.E. and Robert Lanterman’s NACE International, Paper No. 10673, “Expected Service Life and Cost Considerations for Maintenance and New Construction Protective Coating Work,” presented at NACE Corrosion Conference and Expo, 2018.