Drying Refractory in Steam-Generating Boilers
Drying refractory is critical for strong, long-lasting refractory applications. Unfortunately, standard refractory dry-out schedules, provided by all refractory manufacturers with their products, are difficult to apply to refractory used on a steam-generating boiler. These standard dry-out schedules are generic and require temperature monitoring rarely found at power plants, where monitoring capabilities are limited. Power plants monitor what is important to maintain their boiler operations: boiler exit gas temperatures, air temperatures into the windbox, steam drum temperatures, and steam outlet temperatures. They do not specifically monitor the temperatures where they have refractory. Thus, the dry-out schedules for drying refractory used on boilers must be tailored to the plant’s temperature-monitoring capabilities.
Refractory is used on all steam-generating boilers. Its primary function is to close and seal all openings or gaps so that the fire, heat, gas, and fly ash will not escape the confines of the boiler.
Regardless of boiler type, refractory applications are similar, such as refractory-filled wall boxes, refractory on tube walls in non-membrane areas, and at least one large refractory seal somewhere inside the boiler. For a radiant-type boiler, there is usually one such large seal at the top of the super heater floor just before the convection or heat recovery area. This is usually where the screen tubes are located, so the seal is sometimes referred to as the screen seal. Figure 1 shows a typical radiant membrane boiler.
The most common refractory materials used throughout the power industry for sealing and closing gaps and openings are cement-bonded, medium-weight materials, sometimes referred to as conventional-type refractory. They are the materials of choice because of their versatility and cost (about half what a specialty-type refractory such as silicon carbide or high alumina refractory might cost). Like all refractory materials, they must be properly dried to achieve their designed strengths.
Dry out, also referred to as bake out, is the process for removing both the mechanical water (added during the mixing process) and chemical water (originally added in manufacturing) from the refractory. Dry out must not be confused with curing, which is the process of keeping the refractory material wet or the surrounding atmosphere humid for 24 hours prior to applying heat for drying. This curing process is required on all cement-bonded refractory to create the most favorable conditions to complete the chemical reactions of the cement and water.
The heat source for the drying of the refractory is the boiler itself. The drying is done during the initial start-up of the boiler. While refractory manufacturers have their own recommended dry-out schedules, most all agree that a slow ramp rate of the heat is required to protect the undried refractory. The recommended ramp rate ranges between 50ºF and 100ºF. The first hold point is the most critical for cement-bonded refractory for removing the mechanical water and is usually between 220ºF and 400ºF. The mechanical water is turned into steam and forced out of the refractory by the heat. The upper hold points remove the chemical water and form the final bond within the refractory for maximum strength.
Standard dry-out schedules are not practical for drying most of the refractory used on a steam-generating boiler, however, because 90 percent of the refractory is on the outside of the boiler wall tubes and not exposed to the high heat/fire on the inside of the boiler. Therefore, a power plant must be able to read, monitor, and approximate the temperature of the water/steam inside the boiler wall tubes. The following is an example of a fairly simple dry-out schedule that could be used for drying refractory on the outside of water wall tubes.
- Raise the water temperature inside the wall tubes or steam drum at 75ºF per hour until the temperature reaches approximately 220ºF to 250ºF.
- Hold the temperature inside the wall tubes or steam drum for a period of 1 hour for every inch of the thickest refractory area required to be dried on the outside of the boiler (e.g., the largest wall box may have a depth of 5 in., requiring a hold time of 5 hours).
- Raise the water temperature inside the wall tubes or steam drum 75ºF per hour until the temperature inside the wall tubes or steam drum reaches normal operating temperature.
This simple dry-out schedule is for refractory on the outside of the tube walls. Fortunately, these refractory areas are not exposed to erosion, high heat, or large stresses during normal boiler operation. If properly installed and cured, the strength of the refractory is not as critical in these applications (as long as the mechanical water is taken out to prevent the refractory from spalling or cracking when the boiler is in operation).
When refractory areas are installed inside a boiler, such as a screen seal, they are exposed to higher stresses, erosion issues, and elevated temperatures. These areas of refractory need the strengths that only a complete dry out can provide.
The temperature ramp rate and hold temperature for these types of seals must be based on the flue gas temperature inside the boiler, not the water or steam temperature inside the water wall tubes. Unfortunately, knowing the temperature of the flue gas near the refractory area may be difficult, depending on how many areas of the boiler the plant monitors during normal operation. It is not uncommon for plants to monitor only one or two gas temperature areas (e.g., the boiler gas outlet exit temperature, or possibly the flue temperature somewhere just above the furnace zone of the boiler). This means the gas temperature for the hold points may have to be estimated. Fortunately, most of these hold points are given in ranges (e.g., first hold point between 220ºF and 400ºF, second hold point 550ºF to 700ºF, third hold point 900ºF to 1,100ºF). The ranges are large enough that it is possible to accurately estimate what the gas temperature is at the refractory area to be dried.
For example, a dry-out schedule for a 12-in. thick screen seal inside a boiler may look something like this:
- Using normal boiler startup procedures, monitor and raise the exit gas temperature of the boiler 75ºF per hour until the temperature at the boiler gas outlet reaches approximately 175ºF to 200ºF (remember that the refractory seal sees higher temperatures than what is being monitored at the gas outlet).
- Hold the temperature at the gas outlet based on the hold time rule that 1 hour is required for every inch of thickness of refractory to be dried (e.g., the screen seal may be 12 in. thick, so the normal hold time equates to 12 hours).
- Raise the exit gas temperature of the boiler 75ºF per hour until the temperature at the boiler gas outlet reaches approximately 550ºF to 600ºF (remember, the refractory seal is seeing higher temperatures than those monitored at the gas outlet).
- Hold the temperature at the gas outlet for a period based on the hold time rule that 1 hour hold time is required for every inch thickness refractory to be dried (e.g., the 12-in.-thick screen seal would equate to a 12-hour hold time).
- Raise the exit gas temperature of the boiler 75ºF per hour until the temperature at the boiler gas outlet reaches normal expected operating temperature.
- Hold the temperature at the gas outlet for a period based on the hold time rule that 1 hour hold time is required for every inch thickness refractory to be dried (e.g., the 12-in.-thick screen seal would equate to a 12-hour hold time).
Each boiler configuration and operating/monitoring capabilities are different. While the above example is somewhat crude, it shows how to approximate the gas temperature at the refractory seal at each hold point. Obviously, it would be best for the plant to install thermocouples in the areas where major refractory seals are inside their boilers, ensuring a proper dry out and maximum refractory strengths.
Standard dry-out schedules are good for ideal conditions, but those are rarely found at a power plant. Power plants, manufacturers, and installers must work together to get the refractory dried inside and outside the boiler. The goal is to keep the fire inside the box and the vestibules/enclosures free of fly ash. Following proper refractory dry-out procedures and working within the capabilities of boiler operation will ensure a stronger and longer lasting refractory installation.
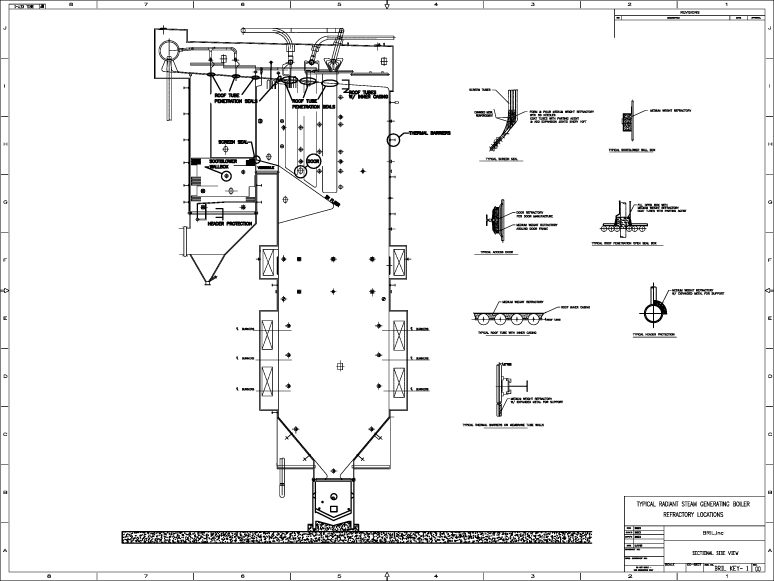 Figure 1
Figure 1
A typical refractory location arrangement drawing.
 Figure 2
Figure 2
Inside the boiler looking up toward the arch tubes.
 Figure 3
Figure 3
Adding water during mixing (mechanical water).
 Figure 4
Figure 4
Refractory in a super heater seal box.
 Figure 5
Figure 5
Refractory installed around burners inside a window.
 Figure 6
Figure 6
Refractory being installed on the outside of boiler roof tubes.
 Figure 7
Figure 7
Screen seal above arch tubes with refractory.