A Practical Comparison of Wet-Applied, UV-Cured GRP and Pre-Cured GRP

Glass reinforced plastic (GRP)/glass fiber reinforced plastic (GFRP) products are composite materials consisting of a polymer matrix reinforced with glass fibers and can be used as a jacket or an insulating material on piping, tanks, and vessels. GRP falls underneath the broader category of Fiber Reinforced Plastic and this article will discuss the practical
benefits and challenges during installation of pre-cured GRP and wet-applied, ultraviolet (UV)-cured GRP.
Background
Uncured GRP was first used in the industry for 2 main reasons. The chemical bond at the overlap created a water-tight seal; and the material, when installed correctly onto a pipe, created a water-tight joint. This is extremely important in cryogenic applications. Additionally, the uncured material was soft and easy to manipulate, compared to stainless steel.
While uncured GRP continues to be used for many applications—for example, in areas requiring insulation to fit a unique shape—customers such as major oil companies are listing pre-cured GRP in their insulation specifications. The benefits of on-site customizability that make uncured GRP perfect for some applications can render it less attractive for those requiring absolute uniformity and quicker installation. Pre-cured GRP also may be selected for ease of removal for system inspection, cleaning, and repairs; and because it does not present the same challenges as using wet-applied, ultraviolet (UV)-cured GRP in certain geographical areas, particularly in large scale applications.
As a manufacturer of both products, I know each product offers its own benefits and challenges, and most jobs require the use of pre-cured material for the majority of the job and uncured rolls for the areas that have a unique shape, so it is important to have a solid understanding of both.

The Curing Process
As noted in the name, wet-applied, UV-cured GRP needs to be cured post-application, ideally, with natural sunlight. If an area does not receive sufficient sunlight for curing—for example, the undersides of pipes or tanks—lamps need to be used. If the project is on an operating plant, extra precautions must be taken. Each lamp can cure a maximum area of 1m² requiring, a minimum of 30 minutes. Accounting for time required to set up and move the lamps, the actual production rate for curing equates to 0.5m² per hour per lamp. Curing time is critical to understand and factor into project planning to ensure all wet-applied, UV-GRP is 100% cured.
With pre-cured GRP, pieces are bonded together using the specific manufacturer’s adhesives. The only areas requiring on-site curing are termination areas, where wet-applied, UV-GRP can be used to flash onto the protrusions, or at clash points where insulation from different pipes may be in contact with each other.
Protection during Application
The application area for wet-applied, UV-cured GRP needs to be fully enclosed to protect against sunlight and precipitation. The nature of wet-applied, UV-cured GRP requires that it be kept out of natural sunlight until completely installed to avoid having it cure prematurely. During application, the UV-GRP material is also susceptible to water damage. Installers need to take care that uncured material not get wet, as that affects the curing process, possibly resulting in the product not ultimately curing or curing with decreased physical properties.
Pre-cured GRP systems do not require sheltering during application beyond that required by traditional jacketing systems or beyond what is required to protect the insulation when it is applied.

Installation Training
As with all insulation products, proper training and understanding of manufacturer instructions is paramount. A manufacturer’s certificate training program for wet-applied, UV-GRP takes at least 3 days to ensure the installer understands the critical aspects of handling, shaping, curing, and painting the product. Failure to fully understand any of these points can result in a poor and potentially failed jacketing application.
Training also is recommended when using a pre-cured GRP system, although the system is, by design, easier to install, as all parts are pre-fabricated. A training session of 4 to 6 hours will show the installer how the system fits together. Using professional, trade-qualified insulation installers, along with insulation inspectors, are still recommended to ensure the installation is completed properly.
As with all insulation products and applications, any GRP installation requires diligence on the part of everyone involved, from the contractor installing it to inspectors and the general contractor who has final approval.

UV-Resistant Coating
An inherent weakness of any GRP cladding system is UV degradation, the process by which UV rays from the sun cause the polymer structure of the GRP material to break down. Because the material is UV cured, UV inhibitors cannot be used in the formulation. Pigmentation can be used to help retard UV degradation, but in order to meet ISO 20340 or ASTM G154 standards, the material will need to be painted. It is important that systems installed outdoors be protected from UV degradation using the manufacturer-recommended, UV-resistant coating.
The manufacturer can supply the pre-cured GRP material pre-coated with the recommended UV‑resistant coating. Some manufacturers do this as an option, while other manufacturers coat all their products as standard practice.
The UV-resistant coating will need to be applied to a wet-applied system after the full curing phase is complete. In project planning, is important to factor in the expense and time to accomplish this step, especially if scaffolding is involved.
Joints
Characteristics of the different types of GRP should be considered when specifying which material to use at joints. Wet-applied, UV-GRP systems are installed using overlapped joints that become polymerically bonded together once cured with UV light. In effect, they become one piece of thermoset plastic. This ensures a fully sealed, rigid jacketing system without any flexibility in the joints.
Pre-cured GRP systems have adhesive in the joints between neighboring pieces of jacketing. The joints overlap by 2” (50mm), and the adhesive fills the joint to create the waterproof seal. These elastomeric adhesives have between 300 to 500% elongation to break. While the joints are strong, they are also flexible and able to absorb minor movement of the insulation system.
System Removal
When installed correctly, a wet-applied UV-GRP system can be difficult to open or remove. A sticky inner surface means it often bonds to the surface underneath prior to curing, which can cause insulation and vapor retarder damage. Once removed, the GRP materials cannot be reused and must be discarded.
If a pre-cured GRP system is used, it is possible to cut the elastomeric adhesive used in the joints. The pre-cured GRP can then be removed the same way it was applied. Following a thorough cleaning to remove adhesive residue, oil, and dust, the fittings can be re-applied. Pre-cured GRP cladding can be removed in this manner for inspection, or to repair leaks, and then re-installed without excessive additional materials costs; although there is added labor cost in the careful removal and cleaning of the pre-cured GRP pieces.
Sizes
The shape and sizing of wet-applied, UV-GRP parts is up to the installer, allowing for complete customization to suit system needs. While customizability is an asset for some applications, it can present aesthetic challenges for jobs where 2 or more crews are working with the material, as it is difficult to cut pieces on site with 100% consistency.
The material will still achieve the required seal, but sizing parts slightly differently can present a telescoping effect that is visually less appealing.
When a pre-cured GRP system is utilized, the sizes are pre-determined by the manufacturer and created or cut in a factory setting, where greater accuracy is achievable. Sizing is done in consultation with the client or using an industry-accepted insulation sizing standard such as ASTM C450-18: Standard Practice for Fabrication of Thermal Insulating Fitting Covers for NPS Piping, and Vessel Lagging, ensuring the GRP cladding will fit the insulation minimum and maximum sizing tolerances.
Inspection
A wet-applied, UV-cured GRP system needs to be rigorously inspected from the moment it arrives on site to the final curing. If poorly installed, little action can be taken to repair it. Once installed it is not possible to check that the UV-GRP has cured all the way through without doing a destructive test. The system generally employed by manufacturers is to apply test cure sample patches across the whole application, which is difficult and time consuming.
A manufacturer can control all aspects of fabrication, including sizing and curing, with pre-cured GRP, which is sold with physical strength and fire performance characteristics intact. Pieces can be installed by the contractor and then a full system inspection can be carried out, as with a traditional metal system.
Shelf Life
Uncured UV-GRP material has a finite shelf life of about 12 months from the date of manufacture. This period can be extended after an inspection of the material by the manufacturer; but significant amounts of UV-GRP materials have been written off by the manufacturer after the 12-month mark. In contrast, pre-cured GRP materials have no shelf life limitations. They can be stored indefinitely.
Additional Considerations
Both wet-applied and pre-cured GRP systems can be applied over any type of insulation. Wet-applied UV‑cured GRP is a soft, sticky, flexible material that will conform to the shape of the surface to which it is applied and over certain insulation types, it can damage the insulation underneath during the curing process, or become cracked, if proper steps are not followed. For example, when putting uncured GRP over cellular glass, one must build a skeleton structure made with pre-cured GRP pieces to which the uncured GRP can adhere in order to protect the cellular glass from damage. Applying uncured GRP to fibrous insulation also requires attention to detail. If the contractor lays on a piece incorrectly and tries to remove and reposition it, a layer of fibrous material will be removed from the insulation, thus affecting thickness and performance.
Environmental considerations also must be taken into account. With wet-applied UV-GRP, failure to understand how to manage the environment can result in premature cure, leading to high risk of failure due to unbonded joints. It is best to have uncured material bonding to uncured material. Hardness testers can be used to assist in this. Failure to ensure the substrate is suitable, as well as manage the creasing of the material, can result in a less pleasing appearance of the exterior surface.
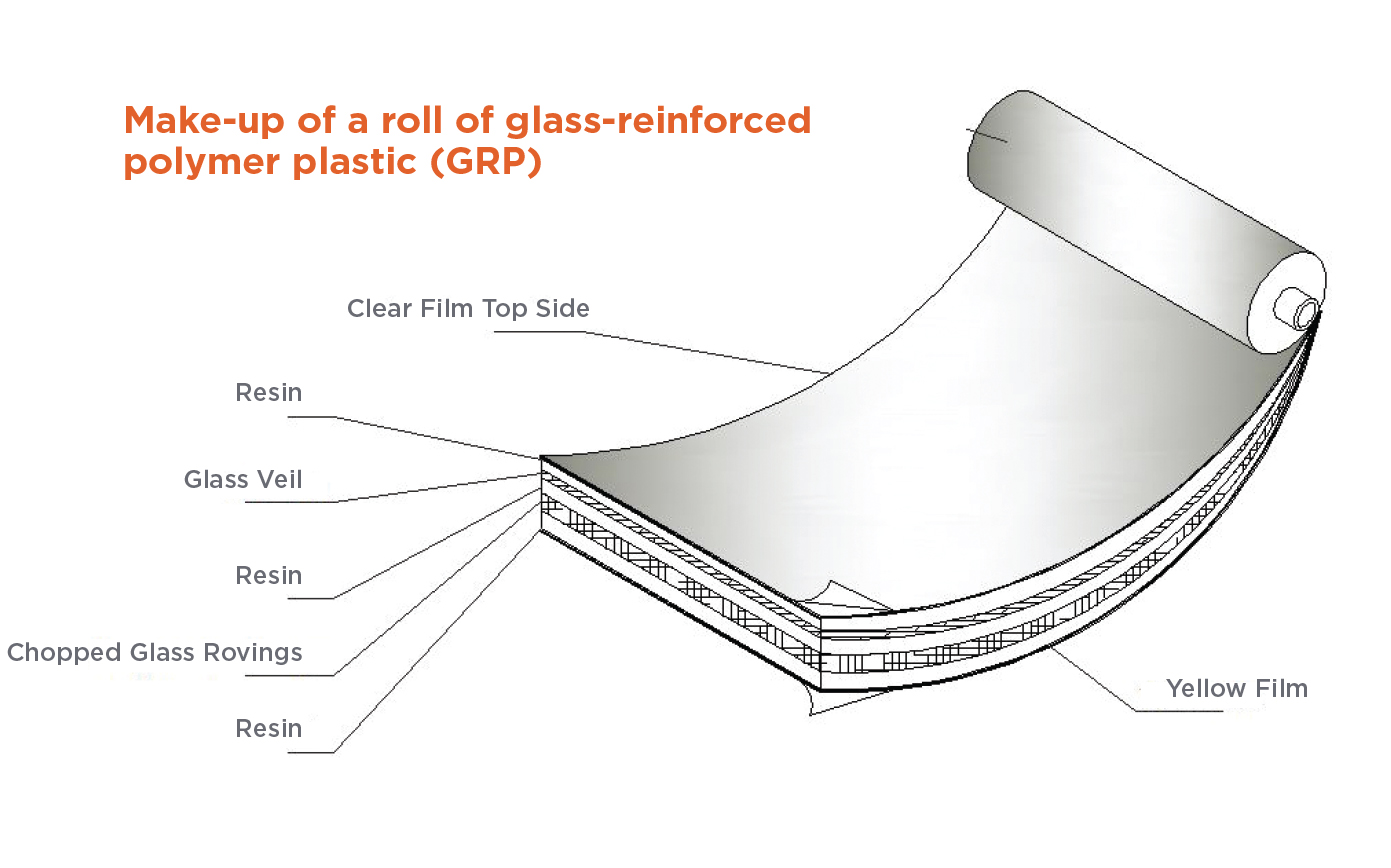
Machine-made GRP uses 2 barrier films on both sides of the resin matrix, so the material can be manufactured in roll form. The products are made on a Sheet Molding Compound machine. Without the barrier films, there would be no way to package the material, as the resins would meld together when packaged. Understanding how to manage the barrier films is another critical element. If they are removed prior to full cure, even for a short time, it will result in rough, whitened areas that may not be acceptable to the inspector. Often, an installer will attempt to rectify these areas using a manufacturer-supplied gel. If the gel is not applied and cured quickly, dust from the job site can bond to the wet gel and cause the area to look unsightly.
In terms of aesthetics, even when a wet-applied, UV-GRP system is installed by an experienced insulation contractor, there will be wrinkles where the material overlaps or as the material steps down from an overlap to the insulation surface, due to different thicknesses. With a pre-cured GRP system, a smooth finish is achieved in the manufacturer’s factory. The pre-cured GRP then provides a level, flat finish when applied over flexible insulation materials such as fiber- or aerogel blanket. Of course, as with all insulation systems, the appearance of GRP jacketing systems is dependent on the skill level of the installer. It is always recommended to use fully trained insulation installers who have experience with the products and ideally have completed a manufacturer’s training course.
Copyright Statement
This article was published in the October 2019 issue of Insulation Outlook magazine. Copyright © 2019 National Insulation Association. All rights reserved. The contents of this website and Insulation Outlook magazine may not be reproduced in any means, in whole or in part, without the prior written permission of the publisher and NIA. Any unauthorized duplication is strictly prohibited and would violate NIA’s copyright and may violate other copyright agreements that NIA has with authors and partners. Contact publisher@insulation.org to reprint or reproduce this content.